Company Profile
Company Profile
Huizhou Comvikin Biotechnology Co., Ltd. is the world’s largest Ascorbyl Palmitate (AP) manufacturer, with a total production capacity of 3,300 tons per year. As a national high-tech enterprise, we integrate R&D, production, and sales of food antioxidants, delivering high-quality products for food, animal nutrition, health products, cosmetics, and pharmaceutical industries. Utilizing a unique enzymatic production method, we ensure minimal emissions and environmentally friendly, pollution-free processes. Collaborating with top institutions like Tsinghua University and Jiangnan University, we drive innovation through joint laboratories.
Located in Sanhe Economic Development Zone, Guangdong, our 40,000-square-meter Huizhou factory has a designed capacity of 3,000 tons/year, with the Phase I 1,200-ton/year production line already operational. AP, known for its “small dosage, high added value, and challenging technical breakthroughs,” is a green, safe, next-generation nutritional supplement and antioxidant with vast market potential driven by growing demand for clean-label antioxidants. Comvikin is dedicated to becoming a global leader in food antioxidant manufacturing.

What Do We Produce
Our company focuses on the production of ascorbyl palmitate, and uniquely adopts the biological enzyme method for the production process. We are proud that the ascorbyl palmitate product has achieved "zero emission" in the production process, ensuring its high purity and green environmental protection characteristics. At the same time, our product prices are also the most favorable in the market, which makes us stand out in the same industry. Not only that, our large annual output can meet the needs of large quantities, and we provide customers with excellent services with fast and efficient delivery cycles.




Professional Team
The company has independently developed the "zero emission" ester enzymatic synthesis process technology (with 16 patents and more than 100 technical secrets), realizing the green and environmental protection production of ascorbyl palmitate. At the same time, the company has cooperated closely with Tsinghua University, Jiangnan University, Chinese Academy of Agricultural Sciences and other domestic universities and scientific research institutions in the development and application of food antioxidants, and established a number of joint laboratories.

Fully Qualified
Semi-Automatic PET Bottle Blowing Machine Bottle Making Machine Bottle Moulding Machine PET Bottle Making Machine is suitable for producing PET plastic containers and bottles in all shapes. It is widely used to produce the carbonated bottle, mineral water, pesticide bottle oil bottle cosmetics, wide-mouth bottle and hot fill bottle etc. Beverage bottle, cosmetic bottle, medicine bottle, jar etc.

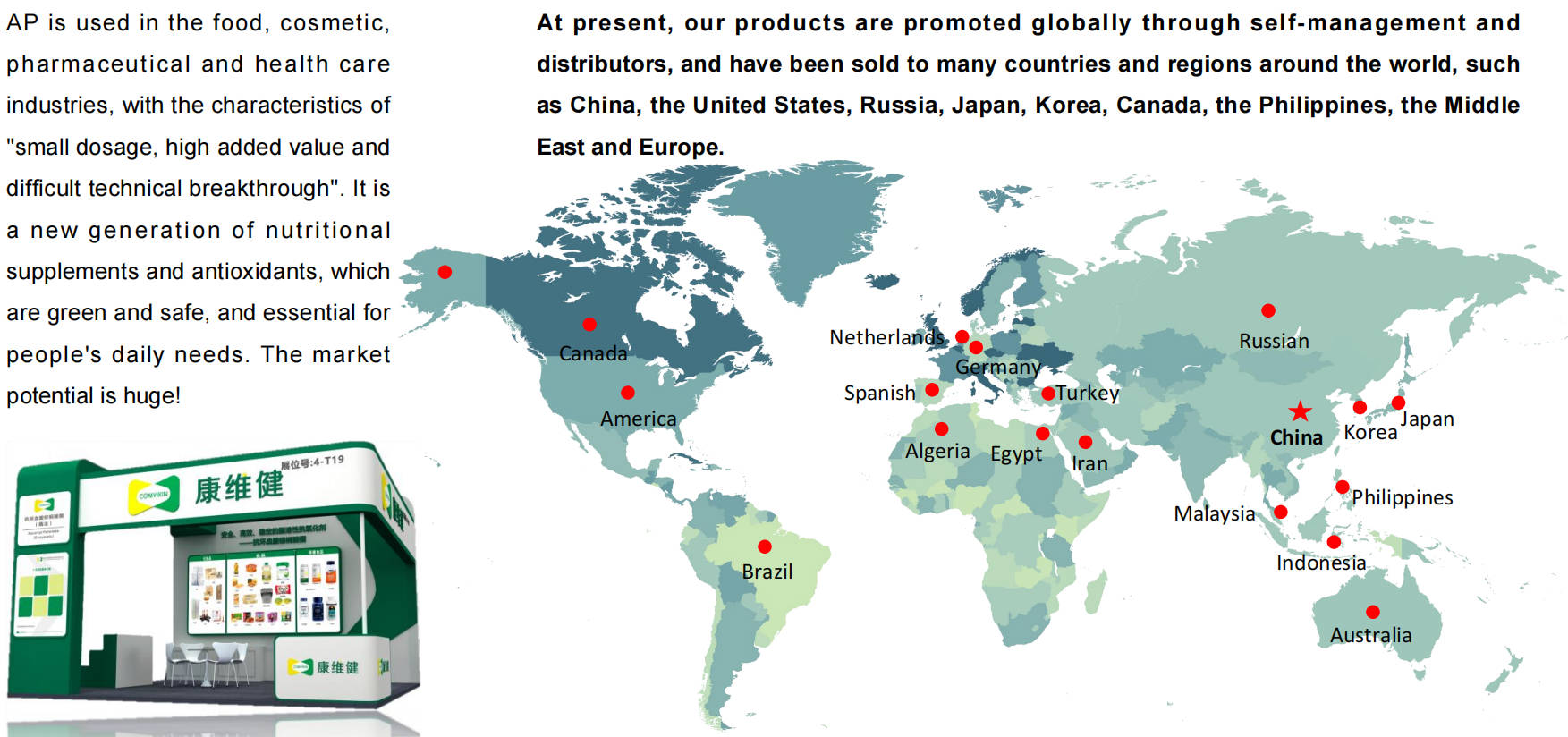
Market Demand